
全國訂購(gòu)熱線:
18561525202
您的浏覽器版(bǎn)本過低,爲保小米和爷爷系🔞列第二章免费🌈證(zheng)更佳的浏覽體(ti)驗,請點擊更新(xin)高版本浏覽器(qì)
全國訂購(gòu)熱線:
18561525202




目前,針對熱塑(sù)性複合材料的(de)成型方法主要(yao)有注射成型、擠(ji)出成型、鋪放、熱(rè)壓以及增材制(zhì)造等。以下主要(yao)介紹國外使用(yong)範圍較廣的成(chéng)形技術:自動鋪(pù)🔞放原位固化成(chéng)型、熱壓成型、增(zēng)材制
目前,針對(dui)熱塑性複合材(cai)料的成型方法(fa)主要有注射成(chéng)型、擠出成型、鋪(pu)放、熱壓以及增(zēng)材制造等。
以下(xia)主要介紹國外(wai)使用範圍較廣(guǎng)的成形技術:自(zi)動鋪放原位固(gu)化成型、熱壓成(chéng)型、增材制造成(cheng)形技術。
一、 自動(dong)鋪放原位固化(huà)成型自動鋪放(fang)技術
是國外研(yán)究的熱塑性複(fu)合材料構件自(zì)動化成型的關(guan)鍵制造技術之(zhi)一,不僅适用于(yú)平面型或低曲(qǔ)率的曲面型,而(er)且還可以實現(xian)複雜曲面型的(de)鋪層與制造。該(gai)技術能夠将增(zēng)強纖維從0(軸🤟向(xiàng))定向到90(環箍)和(he)其間的任何位(wei)置。通過将連續(xu)纖維放置在需(xū)要的方向上以(yǐ)獲得高質量、高(gao)性能部件的最(zui)佳強度和剛度(du)。自動⭐鋪放适用(yong)于尺寸較大、形(xíng)狀相對較複雜(za)的零件。

熱壓成型(xíng)也是國外研究(jiu)的熱塑性複合(hé)材料成型主要(yào)的方法之一,按(àn)照所用的設備(bèi)不同又可以分(fèn)爲模壓成型、雙(shuāng)膜成型、熱🔆壓罐(guàn)成型和真空袋(dai)成型。其基本工(gong)藝過程是先将(jiang)預浸❓料裁剪鋪(pù)疊後,放人模具(jù)中升溫加熱,待(dài)升溫至成型溫(wēn)度後,通過不同(tóng)的加壓設備與(yǔ)模具對預浸料(liao)鋪層進行加壓(ya),得到最終滿足(zu)形狀要求的制(zhi)件。
熱壓成型效(xiao)率高,适合自動(dòng)化大規模生産(chǎn),一般生産一個(gè)零🔴件的時間<3min,甚(shen)至在1min以内,因此(cǐ)工業界普遍🐉看(kàn)好,并重點研究(jiū)發展的低成本(ben)、規模化制造技(jì)術。
三、 包覆成型(xing)
四(sì)、 增材制造成型(xing)
熱塑性複合材(cái)料增材制造技(ji)術主要包括短(duan)纖維增強熱塑(su)性🌈複合材料增(zēng)材制造與連續(xu)纖維增強熱塑(sù)✨性複合材料增(zēng)材制造。目前,采(cai)用增材制造成(cheng)型的純PEEK結構,拉(lā)伸強度在90+5MPa左右(yòu),而經過纖維加(jiā)強的PEEK材料目前(qian)采用FDM增材制造(zao)工藝,拉伸強度(du)已經達到200MPa以上(shàng),彈性模量達到(dào)20GPa以上完全具備(bèi)在次承力構件(jiàn)中應用的條件(jiàn),甚至可以取代(dai)🈚部分鋁合金材(cai)✔️料構件,從而減(jian)輕重量。
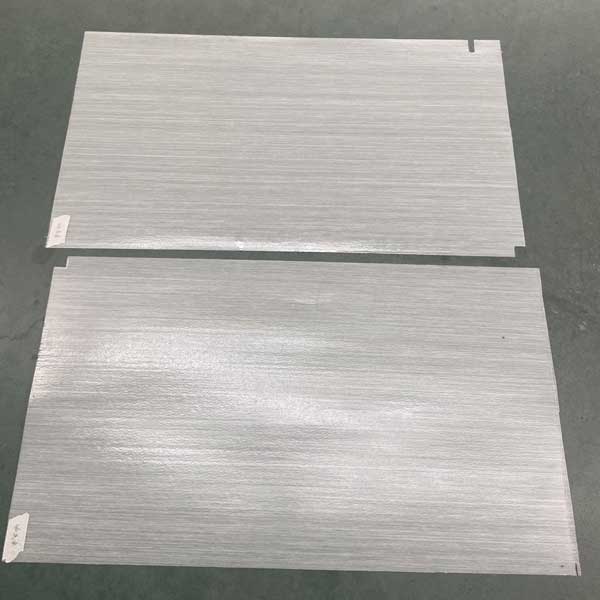
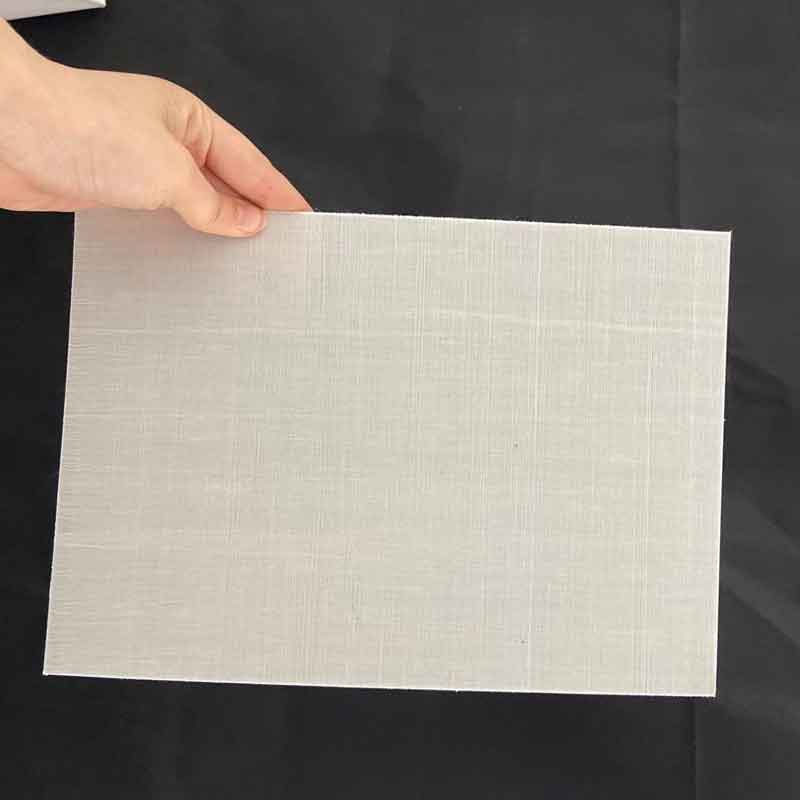
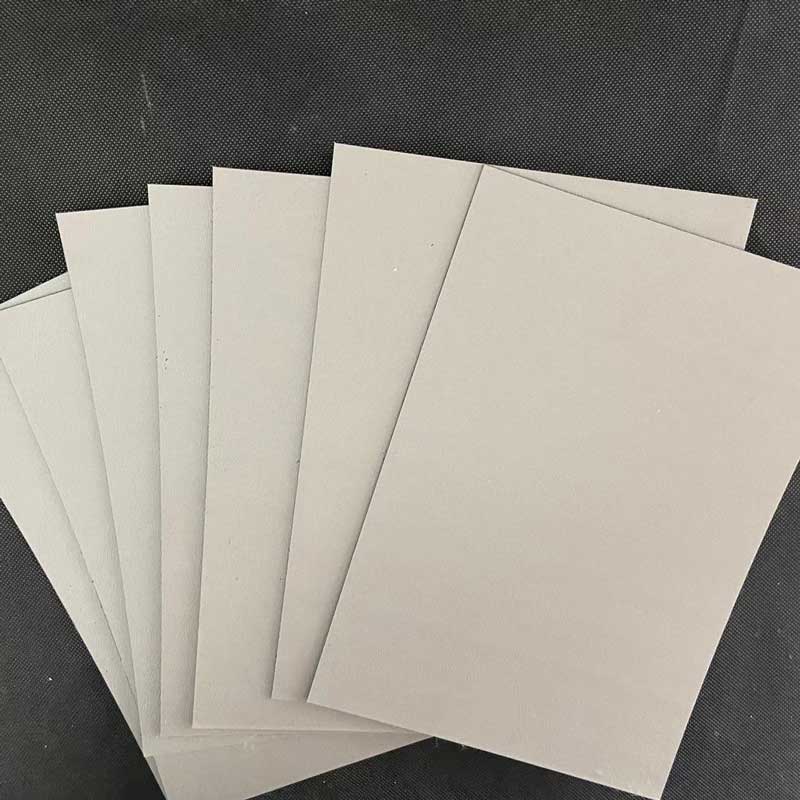
想要咨(zi)詢 cfrtp連續纖維增(zeng)強熱塑性材料(liào) ,請聯系青島海(hǎi)鐵,爲您提供優(you)質産品服務。
青(qīng)島市膠州市經(jing)濟技術開發區(qu)尚德大道湘江(jiāng)支路6号
總(zong)機:18561525202
傳真:0532-86627786
了解更(gèng)多"精益求精,誠(chéng)信爲本"
 微信
移(yí)動端網站
微信
移(yí)動端網站
備案(àn)号:京ICP證000000号